In waterjet cutting, specific factors influence the shape of the cut through the material, thus preventing the taper effect. This means that a tapering effect can be created on the cutting line.
How does the taper effect occur?
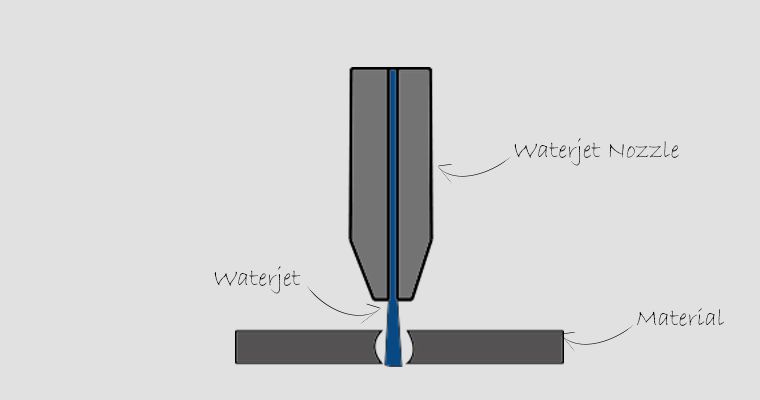
First of all, the water jet increases as it is further away from the nozzle. This can create a tapering effect on the cutting line, so that it does not run square to the metal surface. In addition, the speed at which the cut is made determines which tapering effect occurs, e.g. by not using enough or too much time to make the cut. The thickness of the material also plays a role in the natural form in which the water cuts through the material.
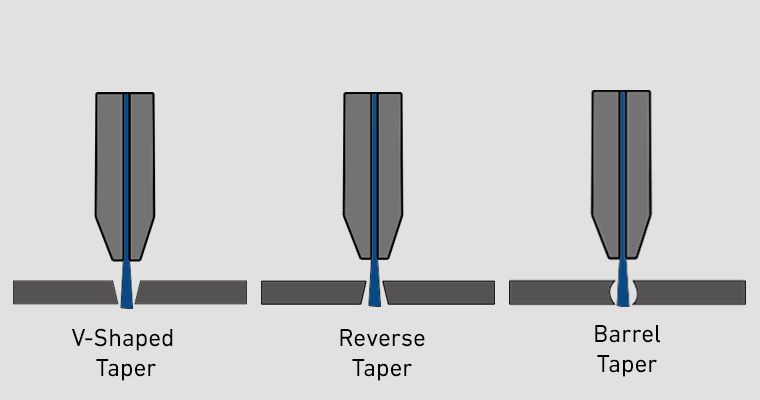
Applications of the taper effect:
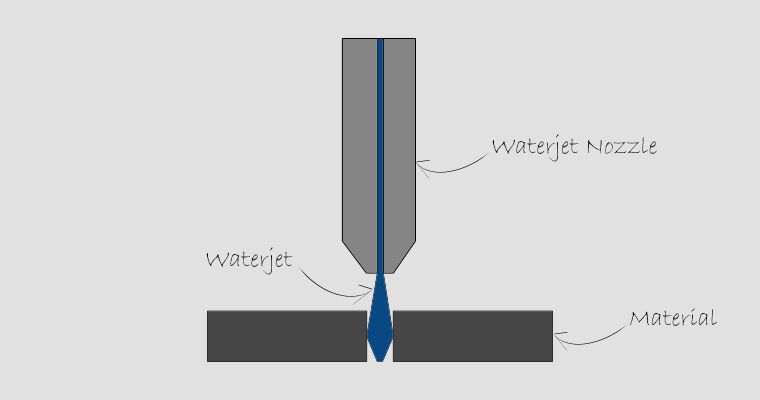
In a V-shape, where the cut is narrow on the side of the nozzle and wider on the other material side.
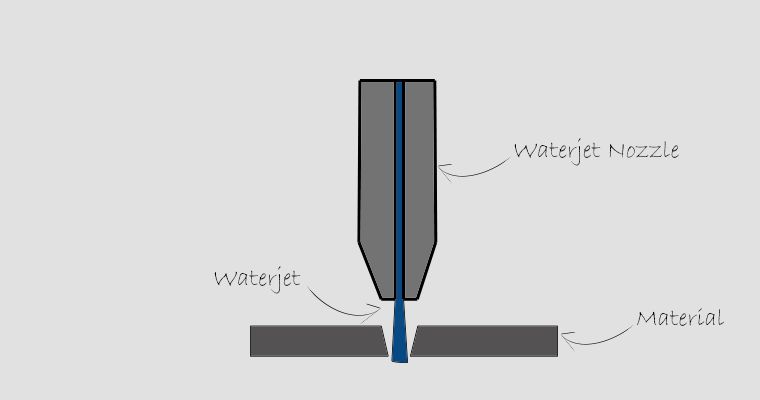
An inverse effect where the cut is wider on the side of the nozzle and narrower on the other material side.
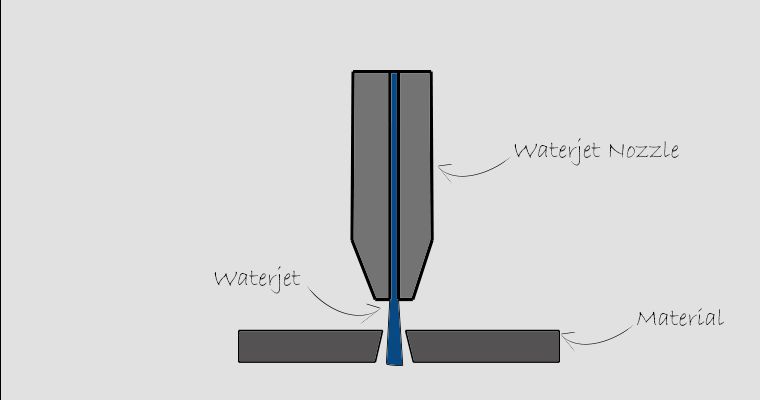
With a round tapered effect, the cut is narrow on both surfaces, but has a bulge in the middle of the material.
Preventing a tapering effect
The tapered effect can be eliminated or controlled by fine-tuning the nozzle to optimally direct the waterjet. The cutting speed must be adjusted to the type and thickness of the material. It is even possible to compensate for tapering by adjusting the angle of the nozzle so that the end result is a rectangular cut without any tapering.