Beim Wasserstrahlschneiden beeinflussen bestimmte Faktoren die Form des Schnittes durch das Material und verhindern so den Kegeleffekt. Dies bedeutet, dass ein Verjüngungseffekt an der Schnittlinie erzeugt werden kann.
Wie entsteht der Kegeleffekt?
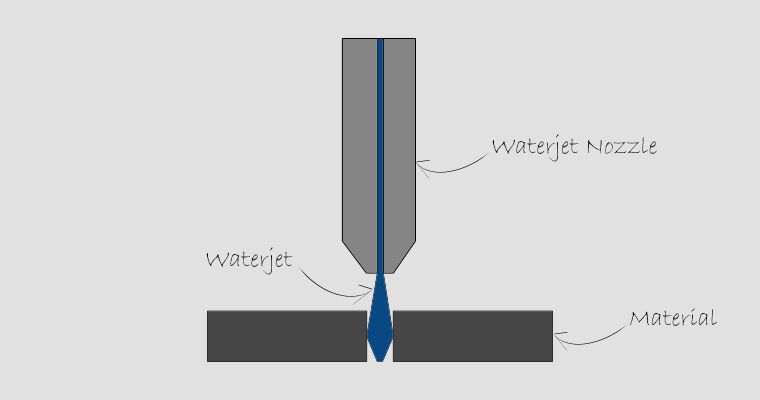
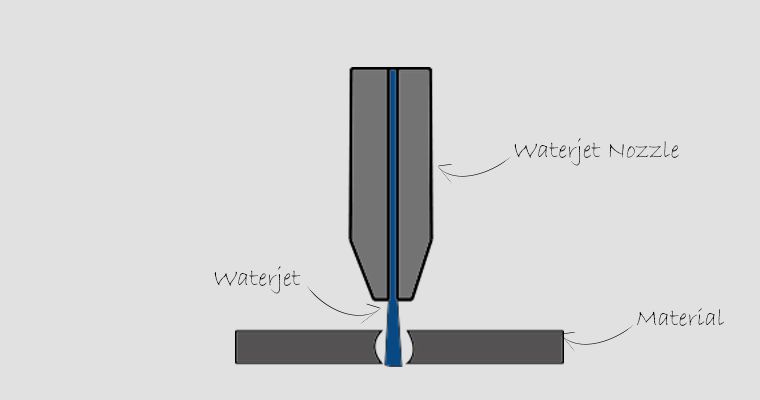
Zunächst einmal nimmt der Wasserstrahl zu, je weiter er sich von der Düse entfernt. Dadurch kann sich die Schnittlinie verjüngen, so dass sie nicht rechtwinklig zur Metalloberfläche verläuft. Außerdem bestimmt die Geschwindigkeit, mit der der Schnitt ausgeführt wird, welchen Verjüngungseffekt es gibt, indem z. B. nicht genug oder zu viel Zeit für den Schnitt verwendet wird. Auch die Dicke des Materials spielt eine Rolle für die natürliche Form, in der das Wasser das Material durchschneidet.
Anwendungen des Kegeleffekts:
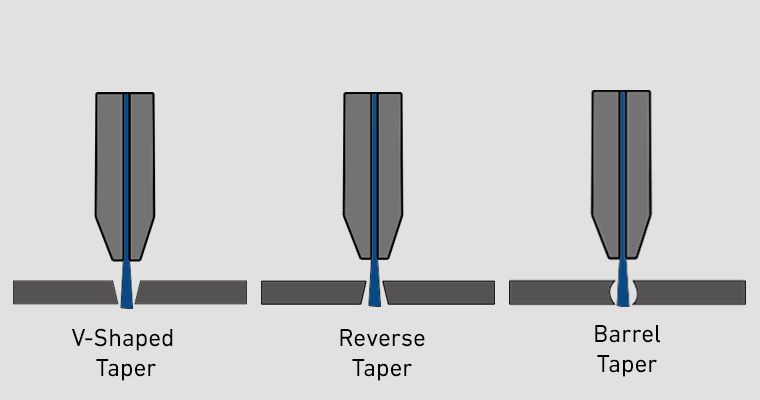
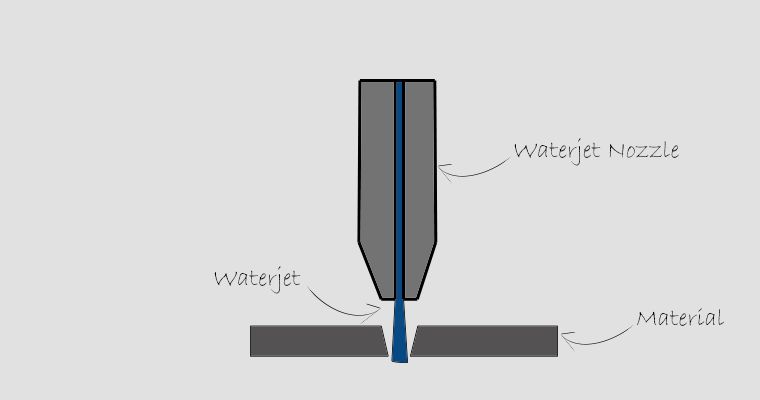
V-förmig, wobei der Schnitt auf der Seite der Düse schmal und auf der anderen Materialseite breiter ist.
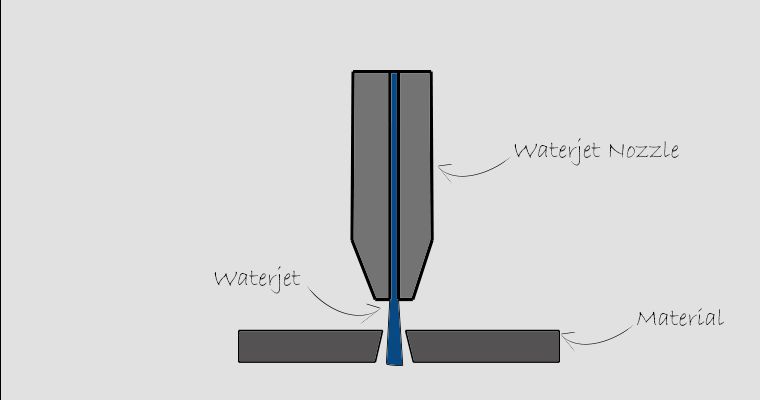
Ein umgekehrter Effekt, bei dem der Schnitt auf der Seite der Düse breiter und auf der anderen Materialseite schmaler ist.
Mit einer runden, sich verjüngenden Wirkung ist der Schnitt auf beiden Seiten schmal, hat aber eine Ausbuchtung in der Mitte des Materials.
Verhinderung eines Verjüngungseffekts
Die Verjüngung kann durch eine Feinabstimmung der Düse zur optimalen Ausrichtung des Wasserstrahls beseitigt oder kontrolliert werden. Die Schnittgeschwindigkeit muss an die Art und Dicke des Materials angepasst werden. Es ist sogar möglich, die Verjüngung auszugleichen, indem der Winkel der Düse so eingestellt wird, dass das Endergebnis ein rechteckiger Schnitt ohne Verjüngung ist.