Bij waterstraalsnijden beïnvloeden specifieke factoren de vorm van de snede door het materiaal, waardoor het tapse effect wordt voorkomen. Dit betekent dat er een taps toelopend effect kan worden gecreëerd op de snijlijn.
Hoe treedt het taps toelopende effect op?
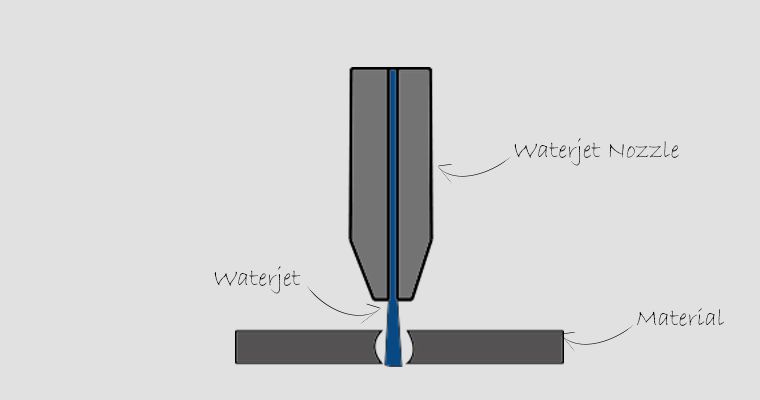
Ten eerste neemt de waterstraal toe naarmate hij verder van het mondstuk af is. Dit kan een taps toelopend effect op de snijlijn veroorzaken, zodat deze niet haaks op het metaaloppervlak loopt. Daarnaast bepaalt de snelheid waarmee de snede wordt gemaakt welk taps toelopend effect optreedt, bijvoorbeeld doordat er niet genoeg of te veel tijd wordt gebruikt om de snede te maken. De dikte van het materiaal speelt ook een rol in de natuurlijke vorm waarin het water door het materiaal snijdt.
Toepassingen van het taps toelopende effect:
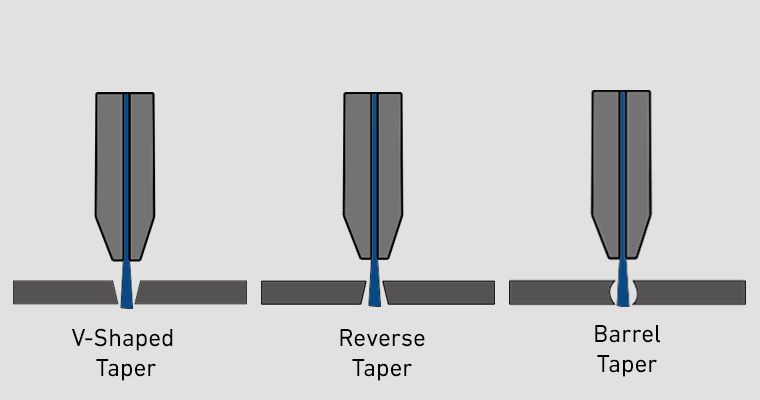
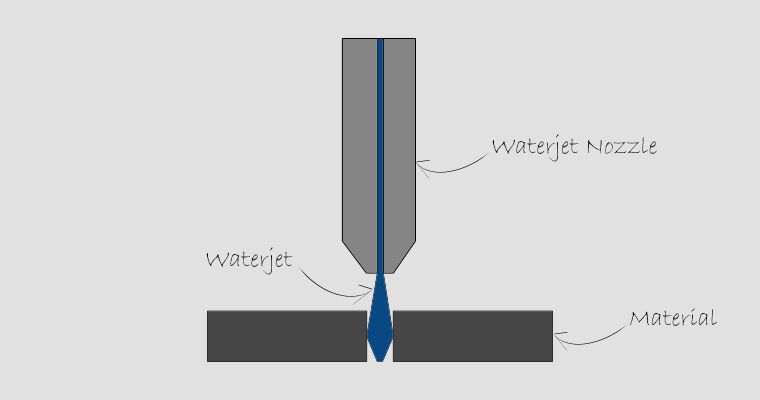
In een V-vorm, waarbij de snede smal is aan de kant van de spuitmond en breder aan de andere materiaalkant.
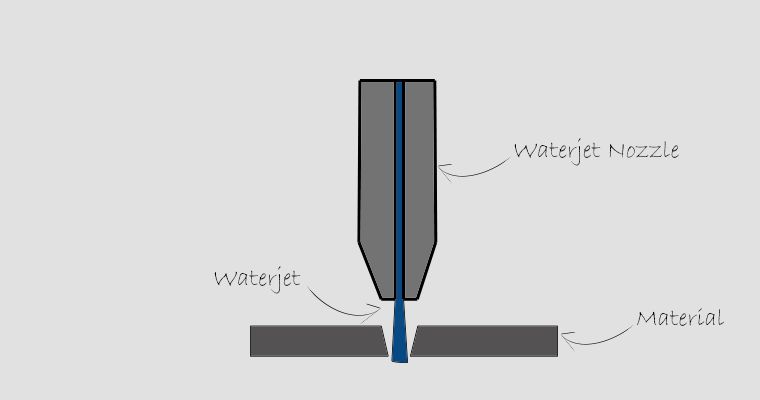
Een omgekeerd effect waarbij de snede breder is aan de kant van de spuitmond en smaller aan de andere materiaalkant.
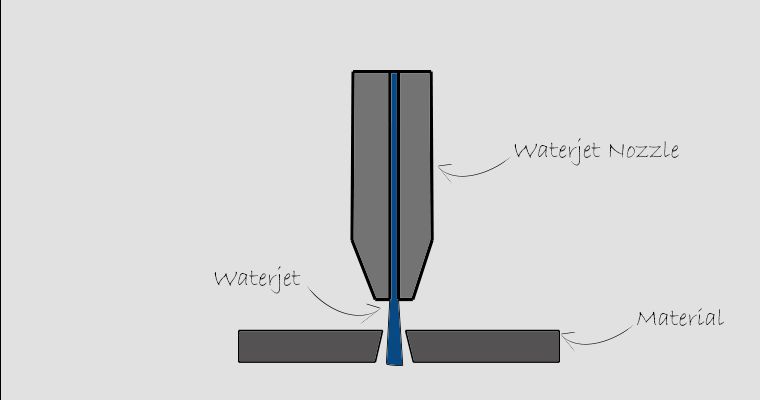
Met een rond taps toelopend effect is de snede smal aan beide kanten, maar heeft een uitstulping in het midden van het materiaal.
Een taps toelopend effect voorkomen
Het taps toelopende effect kan worden geëlimineerd of gecontroleerd door de spuitmond fijn af te stellen om de waterstraal optimaal te richten. De snijsnelheid moet worden aangepast aan het type en de dikte van het materiaal. Het is zelfs mogelijk om het taps toelopen te compenseren door de hoek van de spuitmond aan te passen zodat het eindresultaat een rechthoekige snede is zonder taps toelopen.